Gruppo Operatore Macchina

Fig.8
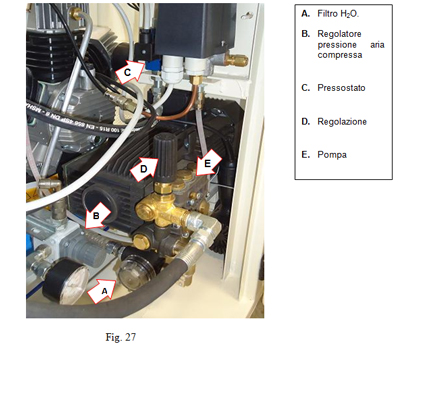
Nelle figure 7 e 8 vediamo il motore che comanda la pompa del C02 , la pompa a vuoto per lo svuotamento ed il riempimento degli estintori a polvere, la pompa per il travaso del co2 in fase liquida , la pompa idrica per la prova idrostatica dell’involucro e per la prova idraulica delle manichette, ed il compressore ad aria.
Compressore (Fig. 7-A) :
Compressore ad aria a 18 bar per la pressurizzazione a secco delle manichette e per tutte le pulizie tipiche di fine revisione
Pompa a vuoto (Fig. 7-D):
Pompa corredata di filtri di protezione per il travaso delle polveri in operazioni di caricamento.
Pompa a pistoni (Fig. 7-F):
Pompa per il travaso dell’agente estinguente liquido ad alta o bassa pressione (da serbatotio a serbatorio e da tank di stoccaggio a serbatoio)
Pompa idrica (Fig. 7-H):
Attraverso l’impiego di acqua si verifica la stabilità del serbatoio dell’estintore con una prova idrica della durata di 30 sec ad un valore massimo di pressione punzonato sul serbatoio stesso, è possibile anche fare il collaudo su estintori a CO2 dove è necessaria una pressione di 250 bar.
Ventola di raffreddamento :
La ventola permette l’uscita dell’aria calda evitando cosi un surriscaldamento del motore.
CICLI DI FUNZIONAMENTO
Ricarica Estintori a CO2 e Gas
L’operazione implica l’utilizzo della pompa a pistoni montata nel gruppo operatore della macchina

Fig.10
La pompa compie il travaso dell’agente estinguente ad alta o bassa pressione da un serbatoio ad un altro serbatoio o da un tank di stoccaggio ad un serbatoio (Fig. 11)

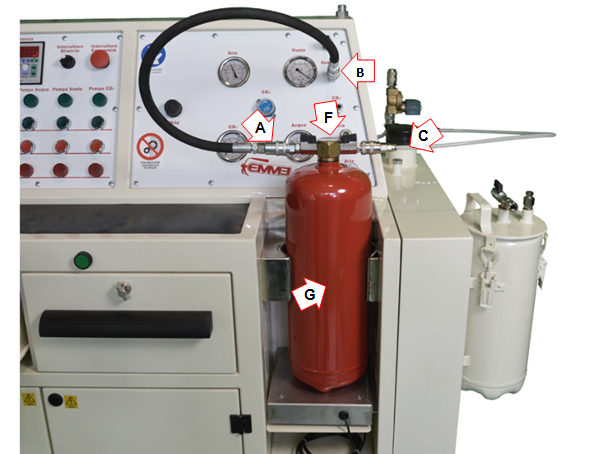
 La procedura di lavoro per la ricarica degli estintori con CO2 è rappresentata nella figura e deve essere condotta seguendo la seguente procedura:
La procedura di lavoro per la ricarica degli estintori con CO2 è rappresentata nella figura e deve essere condotta seguendo la seguente procedura:
-
Prendere l’estintore da caricare (Fig.11-E).
-
Collegare l’estintore (Fig.11-E) al raccordo rapido (Fig.11-F).
-
Aprire il rubinetto della bombola (Fig.11-A).
-
Aprire la valvola dell’estintore (Fig.11-C).
-
Eseguire la pesatura dell’estintore.
-
Azzerare la bilancia (Pag.50 – Fig.28) tramite gli appositi pulsanti.
-
Impostare il peso nella bilancia agendo nel seguente modo: 1) Premere il pulsante “Menu” ed apparirà la scritta “F1” e dopo 1 secondo un valore da impostare agendo sulle frecce (è il peso della CO2 che si vuole inserire); 2) Premere il pulsante “Enter” per conferma ed apparirà la scritta “F2” e dopo un secondo un valore; 3) A questo punto premere nuovamente il pulsante “Menu” per uscire dalla programmazione. Il peso è impostato.
-
Aprire il carico (Fig.11-I).
-
Il collegamento è effettuato.
-
Attendere il travaso del CO2 fino al 30% della carica.
-
Accendere la pompa tramite l’apposito pulsante (Pag.37 Fig.23-C)
-
Attendere che arrivi al peso impostato in precedenza.
La pompa si dovrebbe spegnere in automatico. In caso contrario spegnere la pompa tramite l’apposito pulsante. (Pag. 37 Fig.23-E)
-
Chiudere la valvola dell’estintore. (Fig.11-C).
-
Aprire il raccordo (Fig.11-F).
-
Attendere lo scarico della pressione del CO2 dall’apposito foro (Fig. 12 -F).
-
Togliere il raccordo (Fig.11-F).
-
Il ciclo è terminato.
-
A fine lavoro chiudere il rubinetto della bombola (Fig.11-A) e sfiatare la tubazione aprendo la valvola (Fig.11-I).
Assicurarsi che la tubazione non sia in pressione.
La pompa con il blocco automatico funziona a bilancia accesa. A bilancia spenta si può sfruttare una bilancia ausiliaria ma il caricamento (accensione e spegnimento pompa) deve essere eseguito manualmente.
La pompa del CO2, non deve funzionare mai a secco altrimenti si corre il rischio di apportare gravi danni ai meccanismi.
In questo caso, bisogna sospendere l’operazione ed accertarsi che il tank di stoccaggio sia pieno. Se il tank è vuoto, sostituirlo con uno pieno e riprendere l’operazione di trasferimento.

Ricarica Estintori Polvere ABC e BC
L’operazione implica l’utilizzo della pompa del vuoto aggregata al gruppo operatore (Pag.23 - Fig.7-D)
La pompa del vuoto, corredata di filtri di protezione, viene utilizzata per il travaso delle polveri in operazioni di caricamento e svuotamento.


Fig.15
L’operazione di caricamento avviene allestendo la macchina nel modo indicato in figura.
Utilizzando una particolare attrezzatura (Fig.14-C) dove viene sfruttato il vuoto creato dalla pompa per il vuoto del gruppo operatore, si riesce a travasare la polvere dal contenitore all’involucro e viceversa.
L’operazione di svuotamento avviene utilizzando l’attrezzatura del caricamento nel senso inverso.
Le operazioni preliminari per il collegamento sono:
-
Prendere l’involucro (Fig.14-A) e posizionarlo nel vano di alloggiamento.
-
Inserire il gruppo di aspirazione (Fig.14-C) all’interno dell’involucro prestando attenzione alla guarnizione che deve essere aderente all’involucro in modo da evitare spruzzi di polvere verso l’operatore.
-
Pesare il serbatoio vuoto tramite la bilancia (Pag.50 – Fig.28) ed azzerare la tara tramite gli appositi pulsanti.
-
Bloccare l’estintore con la morsa pneumatica azionando contemporaneamente i due pulsanti (Fig.14-B).
-
Collegare il gruppo di aspirazione alla derivazione del pannello di controllo (Fig.14-D) tramite un tubo dotato di attacchi rapidi.
-
Inserire la parte terminale del tubo (pescatrice) ad anelli nel fusto contenente la polvere (Fig.14-F).
-
Iniziare la procedura di carica accendendo la pompa da vuoto con il pulsante (Pag.37 –Fig.23C) aspirando la polvere dal fusto contenitore. Il peso della polvere inserita è controllabile tramite la bilancia (Pag.50 – Fig.28) sbloccando l’estintore dalla morsa pneumatica agendo sul pulsante a fungo (Pag.50 – Fig. 28/2)
-
In caso di riduzione della capacità di aspirazione, aprire e chiudere più volte la valvola pulizia filtro posta sopra il filtro (Fig.14-E).
-
A fine lavoro spegnere la pompa del vuoto agendo sul pulsante (Pag.37 –Fig.23E).
La procedura di svuotamento avviene invertendo la posizione del gruppo di aspirazione con la pescatrice della polvere e mantenendo invariato il collegamento con le derivazioni del pannello di controllo.
Verificare che la guarnizione del gruppo di aspirazione sia ben posizionata al momento del travaso in modo da evitare riflussi della polvere estinguente al di fuori del contenitore.

Collaudo Idrico
Utilizzando una pompa montata nel gruppo operatore ed impiegando dell’acqua si può verificare la stabilità dell’involucro dell’estintore.

Il collaudo idrico consiste in una misura di prevenzione atta a verificare la stabilità del serbatoio o della bombola dell’estintore.
La prova viene condotta tenendo in pressione il serbatoio dell’estintore per la durata di 30 secondi al valore massimo punzonato sul serbatoio stesso.
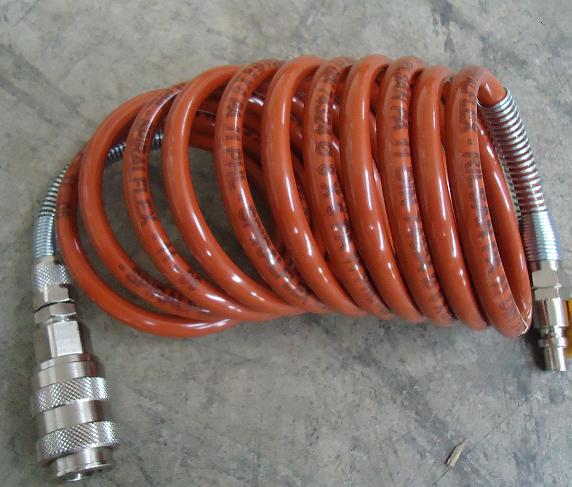

Fig.17 Fig.18
La procedura di piazzamento della macchina per realizzare la prova è la seguente:
-
Prendere l’involucro (Fig.19-G) e posizionarlo nel vano di alloggiamento.
-
Bloccare l’estintore con la morsa pneumatica azionando contemporaneamente i due pulsanti (Fig.20-E/F)
-
Avvitare il raccordo (Fig.19-F) all’involucro da provare con le valvole aperte ed un pescante avvitato della lunghezza tale che arrivi quasi in fondo al serbatoio
-
Collegare il tubo predisposto con attacchi rapidi (Fig.19-A) alla derivazione del pannello di controllo (Fig.19-B).
-
Collegare con un tubo predisposto con attacchi rapidi al serbatoio dell’acqua (Fig.19-C).
-
Riempire il serbatoio d’acqua utilizzando il tubo collegato all’attacco (Fig.19-B) inserendo l’apposito ugello doppio adattatore (Fig.18) nell’altro attacco (Fig.19-A) ed accendendo la pompa dell’acqua tramite l’apposito pulsante (Pag.37 Fig.23-C), attendere fino a che dal tubo (Fig.19-C) esce acqua.
-
Chiudere la valvola in corrispondenza del tubo (Fig.19-C) ed attendere che la pressione salga al valore desiderato.
-
Lasciare sotto pressione l’involucro alla pressione ed al tempo imposto dalla normativa.
-
Verificare che l’involucro risponda alle caratteristiche descritte dalla normativa.
-
Terminare la prova spegnendo la pompa dell’acqua agendo sul pulsante (Pag.37 Fig.23-E) ed aprire la valvola in corrispondenza del tubo (Fig.19-C).
-
Per svuotare il serbatoio dall’acqua collegare il raccordo (Fig.21-A) all’apposito adattatore con doppio ugello (Fig.19) ed alla spirale di tubo “rilsan” per aria compressa (Fig.17). Collegare la spirale dell’aria compressa all’attacco (Pag.39 Fig.24F) ed aprire gradualmente il rubinetto (Pag.39 Fig.24P)
-
A fine lavoro smontare i tubi ed il raccordo (Fig.19-F).
-
Prima di riempire l’involucro utilizzare il generatore di aria calda industriale posto sul lato destro della macchina per asciugare la parte interna (Fig.22) posizionandolo come in figura ed accendendo il phon agendo sul pulsante (Pag.37 Fig.23-C)
-
Ricordarsi di lavorare sempre con l’acqua all’interno del serbatoio (Pag. 6 Fig.2-B). Il suo riempimento automatico avviene collegando l’acqua dell’acquedotto al raccordo (Fig.20 A-D) ed attivando il selettore (Pag.37 Fig.23-G) . In caso di nuovo riempimento, prima di attivare il selettore attendere che il serbatoio sia quasi vuoto.
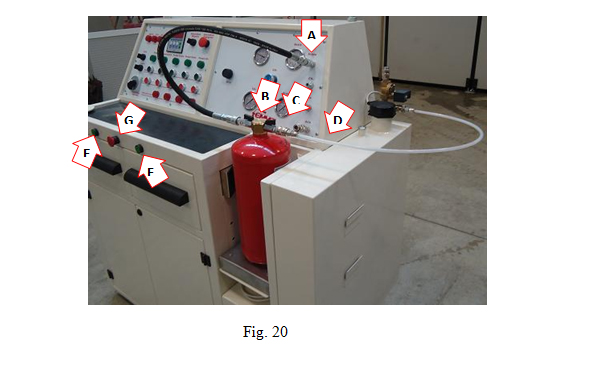

Fig.21
Attenzione. Durante le operazioni di asciugatura sia il tubo metallico che il supporto sono estremamente caldi. Operare esclusivamente con appositi guanti anticalore anche per il prelievo del serbatoio asciugato o attendere almeno 15 minuti a macchina spenta fino a che i materiali siano freddi.

L’asciugatura viene fatta tramite il generatore di aria calda (Fig.22-B)
 Ma cos'è un elettrovalvola !?
Ma cos'è un elettrovalvola !?
L'elettrovalvola è essenzialmente un rubinetto che consente il passaggio di un fluido (liquido o gassoso) attraverso il varco individuato dalla valvola stessa, per poi diramarsi nei condotti (in senso lato) che si trovano a valle di essa, essendo a monte la sezione dove esiste la pressione più elevata.
L'"elettro" nel nome indica che l'attuatore dell'azionamento meccanico della valvola, tradizionalmente un operatore umano od un rinvio meccanico predisposto, viene sostituito da un attuatore comandato elettricamente, solitamente un solenoide.
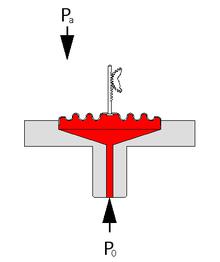
Funzionamento

Sopra una valvola chiusa
Sotto una valvola aperta
A- Ingresso
B- Diaframma
C- Camera di compressione
D- Condotto di decompressione
E- Solenoide
F- Uscita
Tipologie
La più semplice elettrovalvola è costituita da un dispositivo meccanico di apertura e chiusura il quale viene attuato da un solenoide. Il solenoide, percorso da corrente, attira un nucleo ferroso all'interno di un canale interno, causando così lo spostamento meccanico dell'elemento occludente del dispositivo, e quindi l'apertura o la chiusura dell'elettrovalvola (tutto o niente). Tali semplici elettrovalvole possono essere attuate da corrente continua od alternata.
Le elettrovalvole vengono classificate in base a diversi criteri [1] , tra cui:
-
la disposizione dei condotti interni (vie e posizioni)
-
la tipologia di alimentazione (DC, AC)
-
le condizioni di equilibrio (monostabile, bistabile)
L'indicazione del numero di vie (bocchette di connessione) e di posizioni (stati finali delle uscite) è regolata dalle norme DIN ISO 1219.
Una elettrovalvola monostabile ha una posizione di equilibrio che corrisponde alla posizione di riposo, ossia non alimentato. Quando viene alimentata, si attiva; quando manca l'alimentazione torna alla posizione di riposo.
Una elettrovalvola bistabile è dotata di due solenoidi, ciascuna con la propria alimentazione. La posizione di equilibrio è l'ultima raggiunta. Per cambiare di posizione è necessario alimentare brevemente il solenoide corrispondente all'altra posizione. Se entrambe le alimentazioni sono attivate, o nessuna delle due, lo stato della valvola non cambia.
Oltre alle elettrovalvole a solenoide, esistono anche altri tipi di elettrovalvole comandate, la cui azione può essere progressiva. L'attuatore elettrico può essere in questo caso un motore che sposta con rinvii meccanici l'elemento occludente, controllato a vista, con rilevatori di posizione, o comandati con anello di controllo automatico. Tali controlli garantiscono il raggiungimento della posizione voluta o, in sistemi più complessi, aggiustano continuativamente l'apertura e chiusura della valvola a seconda degli effetti desiderati, rilevati a valle da elementi di controllo in "catena chiusa".
Utilizzo
Caso particolare di elettrovalvole sono quelle utilizzate nei motori a iniezione elettronica, dove una centralina elettronica apre e chiude per tempi brevissimi (millisecondi) l'afflusso del combustibile nei cilindri del motore, a seconda delle necessità di utilizzazione.
PANNELLO DI CONTROLLO
Il pannello di controllo è situato sul lato anteriore della macchina. L’accessibilità ai comandi è ottima e permette all’operatore di operare con il minimo dispendio di tempo ed energia.
Il pannello di controllo è diviso in due settori:
-
Pannello dei comandi elettrici
-
Pannello dei comandi e delle derivazioni d’impianto
Pannello dei comandi Elettrici
Il pannello dei comandi elettrici è parte integrante della macchina ed è installato sulla parte anteriore della macchina.

Il pannello dei comandi elettrici è costituito da:
A.1. - Display della bilancia elettronica (Fig.23-A).
A.2. - Pulsante di emergenza (Fig.23-B).
3. Spie luminose di gruppo attivo (Fig.23-C).
4. Pulsanti di attivazione (Fig.23-D).
5. Pulsanti di arresto (Fig.23-E).
6. Spie di termico intervenuto (Fig.23-F).
7. Interruttore per la ricarica dell’acqua (Fig.23-G).
8. Selettore per l’alimentazione luce (Fig.23-H):
49° Selettore su modalità 0: la macchina è disattivata da qualsiasi fonte di energia elettrica.
50° Selettore su modalità 1: la macchina prende corrente dalle batterie.
51° Selettore su modalità 2: la macchina prende corrente dalla rete di distribuzione.
9. Spie di quadro sotto tensione (Fig.23-I).
Pannello dei comandi e delle derivazioni d’impianto
Il pannello dei comandi e delle derivazioni d’impianto è montato sulla parte destra dell’operatore.
La posizione è molto vicina al vano di bloccaggio dell’involucro o dell’estintore per permettere facilmente i collegamenti alle derivazioni dei vari impianti: impianto dell’acqua, di aspirazione tramite vuoto, di pompaggio dell’anidride carbonica (CO2) e dell’aria compressa.

Il pannello dei comandi e delle derivazioni d’impianto è composto da:
-
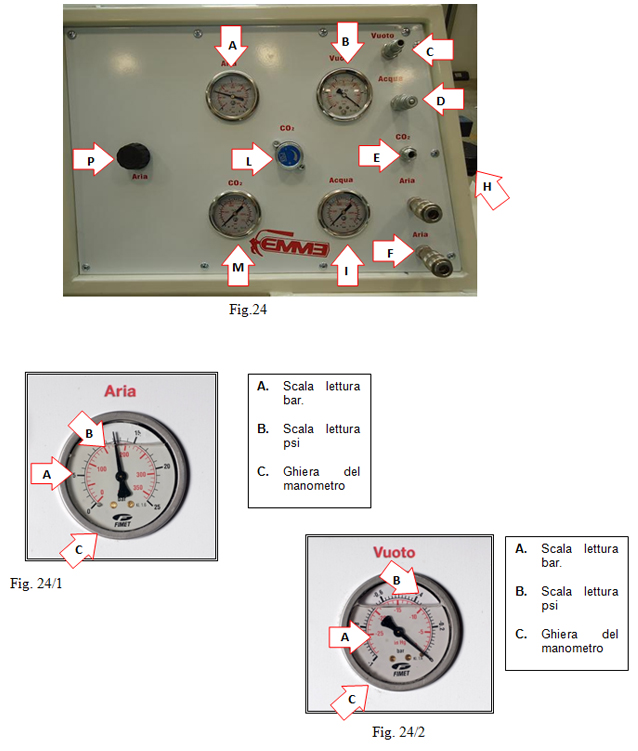
Manometro per impianto dell’aria compressa (Fig.24-A).
-
Manometro per impianto del vuoto (Fig.24-B).
-
Pressostato per CO2 (Fig.24-C).
-
Derivazione dell’impianto dell’acqua (Fig.24-D).
-
Derivazione dell’impianto di pompaggio di anidride carbonica (Fig.24-E).
-
Derivazioni dell’impianto di aria compressa (Fig.24-F).
-
Manometro per impianto dell’acqua (Fig.24-I).
-
Manometro per controllo della pressione dell’impianto dell’anidride carbonica (Fig.24-M).
-
Manopola di attivazione del circuito dell’aria compressa (Fig.24-P).
Ma cos'è un manometro !?
Il manometro è uno strumento di misura della pressione dei fluidi. La corretta accezione del lemma si riferisce a strumenti dedicati alla misura di pressioni maggiori dell'atmosferica; per valori inferiori all'atmosferica il termine corretto è vacuometro o vuotometro (misuratore del vuoto).
Inizialmente la parola manometro si riferiva solo a strumenti idrostatici con liquido a colonna, oggi chiamati manometri ad U, poi fu esteso per abbracciare anche strumenti a quadrante o digitali.
Vi sono numerosi tipi di manometro adatti ad impieghi differenti. La maggior parte di questi tipi in realtà misura una pressione relativa, ossia la differenza tra la pressione atmosferica nel punto di misura e la pressione dell'ambiente di cui si desidera la misura. Questi includono i manometri ad U, a membrana, Bourdon.
Manometri ad U
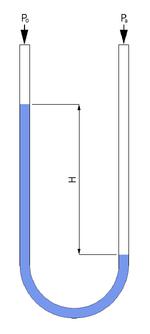
Manometro ad U
Sono costituiti da un tubo (di solito trasparente) curvato ad U e riempito di un liquido di densità nota. Un'estremità del tubo è lasciata aperta all'atmosfera, mentre l'altra è in collegamento diretto con l'ambiente di misura. Il liquido contenuto nel tubo si sposterà verso l'alto in uno dei due rami della U di un valore tale che la differenza di peso tra le due colonne di liquido bilanci esattamente la pressione (o depressione) presente nell'ambiente di misura. Per i serbatoi ad acqua spesso si usa il mercurio con = 133000 N/m³. Si veda la figura 1 per uno schema. Se si esprimono i valori in unità coerenti, si avrà:
dove:
Per la sua estrema semplicità tale manometro non è soggetto a guasti. La sua risoluzione non è però molto elevata, a causa dell'inevitabile fenomeno del menisco.
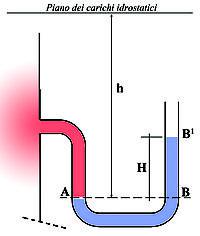
Manometro ad U
Sul piano orizzontale che passa per il menisco A la pressione sarà uguale nei due rami:
Quando il recipiente collegato è pieno di un liquido, avremo:
dove:
-
h è l'affondamento del menisco A sotto il piano dei carichi idrostatici del liquido nel recipiente
-
è il peso specifico riferito al liquido nel recipiente
-
è il peso specifico riferito al liquido nel manometro, m sta per mercurio
Si faccia attenzione che nel caso la pressione relativa in A è negativa, il menisco B' nel ramo aperto si porterebbe ad una quota più bassa dello stesso A.
Manometri Bourdon
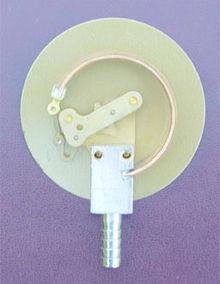
Molla Bourdon
Sono costituiti da un tubo solitamente di sezione ellittica e il cui asse è disposto lungo una circonferenza (ma può essere avvolto anche per più di 360°, e quindi assumere forma di spirale), detto appunto tubo Bourdon. Si era notato che un tubo di tale forma tende ad aumentare il proprio raggio di curvatura all'aumentare della pressione interna al tubo; la misurazione del raggio dà la misura della pressione. Nella pratica, il tubo è collegato ad una estremità con un punto fisso, messo in connessione con l'ambiente di misura; l'altra estremità è connessa ad un leverismo che ne amplifica lo spostamento, e lo traduce nel movimento circolare di un indice lungo una scala graduata. Vedi la figura 2. I manometri Bourdon costituiscono la stragrande maggioranza dei misuratori di pressione oggi usati.
Manometri a diaframma
Separatore a diaframma
Anche detti a membrana poiché l'elemento deformabile è una membrana solitamente ondulata per accrescerne la flessibilità. La membrana separa l'ambiente di misura dall'esterno, e si gonfierà se la pressione da misurare è maggiore di quella atmosferica, e viceversa. Il leverismo, non molto diverso da quello dei manometri Bourdon, amplifica questo rigonfiamento e lo trasmette ad un indice, come per i manometri Bourdon. Vi sono molte varianti del manometro a membrana, generalmente usate come manometri differenziali (vedi sotto).
Manometri piezoelettrici
Sfruttano la proprietà di alcuni materiali, detti piezoelettrici, di generare carica elettrica o differenze di potenziale quando al materiale stesso viene applicata una pressione.
Vacuometri

Barometro di Torricelli
Come si è visto, i manometri sopra descritti misurano una differenza rispetto alla pressione atmosferica nel punto di misura, ossia una pressione relativa. Questi strumenti possono essere quindi usati come vacuometri (anche detti vuotometri, termine assai improprio ma di uso comune), possono cioè indicare una pressione negativa (più precisamente, una differenza di pressione negativa rispetto alla pressione atmosferica). Tuttavia, in alcuni casi è necessario misurare la pressione assoluta, molto usata nelle applicazioni tecniche ed in fisica. Per le nostre limitazioni ambientali, non si può assumere come origine pratica di una misura il vuoto assoluto; si ovvia a questo limite creando artificialmente le condizioni di vuoto assoluto.
La prima applicazione di questo principio si deve ad Evangelista Torricelli, che misurò la pressione atmosferica facendo in modo di creare una camera a vuoto (la zona A-C della figura a fianco). In realtà nella camera non si creava il vuoto assoluto, ma solo un vuoto molto spinto, poiché il mercurio contenuto nel tubo, avendo una (bassissima) tensione di vapore, vaporizzava leggermente - l'errore era comunque del tutto trascurabile.
Oggi lo strumento più usato per misurare con precisione la pressione assoluta è la cella Barton, evoluzione del barometro aneroide.
La cella Barton è nata come misuratore di pressione differenziale; assumendo come riferimento il vuoto assoluto (come nell'esperimento di Torricelli) diviene un misuratore di pressione assoluta.
I vacuometri si dividono in tre gruppi: per basso vuoto, per alto vuoto, per ultra vuoto; combinando questi gruppi in unica scala graduata si possono misurare pressioni dai 10 mBar fino a 10e-11 mBar. I manometri per liquidi sono costruttivamente diversi da quelli per gas.
Ma cos'è un pressostato !?
ll pressostato è un dispositivo a due stati (aperto o chiuso di un interruttore) utilizzato per la gestione semplice di una macchina che produce un determinato valore di pressione di un fluido.
A differenza del manometro, non è in grado di effettuare alcuna misura: il dispositivo ha in effetti un valore di soglia di attivazione, normalmente distanziato dal valore di disattivazione da una opportuna isteresi, atta a limitare gli effetti indesiderati di commutazione nell'intorno del valore di soglia.

Tipo di pressostato
I modelli più comuni sono elettro-meccanici, dove l'elemento meccanico immerso nel fluido aziona un vero e proprio interruttore mediante leverismo.
Il difetto fondamentale di questa tecnologia risiede nella relativa complessità del gruppo meccanico, della necessità di una adeguata tenuta meccanica e della inaffidabilità intrinseca dei contatti elettrici a parti mobili.
Per applicazioni più critiche sono disponibili modelli con meccanica semplificata e con l'utilizzo dei sensori di posizione allo stato solido, quali semiconduttori ad effetto Hall ofotocellule (più frequentemente composte dalla coppia Led e Fototransistor), oppure realizzati senza alcuna parte mobile, tramite trasduttori di pressione lineari collegati ad un circuito trigger.
Regolazioni
Il pressostato può essere tarato tramite due regolazioni:
-
Pressione d'azionamento, nei modelli meccanici la soglia di intervento può essere modificata variando la lunghezza del braccio di leva o più comunemente della molla di contrasto tramite un dado di regolazione
-
Pressione d'attacco, nei modelli meccanici si regola tramite una seconda regolazione per disattivare l'intervento del pressostato, regolando il precario di una seconda molla.
EMERGENZE E SICUREZZE
La macchina è munita di un interruttore a fungo sul pannello dei comandi elettrici (Pag.37-Fig.23-B) che garantisce all’operatore un tempo di intervento molto basso.
Per operare in massima sicurezza il gruppo operatore è totalmente chiuso in un vano ricavato sulla carpenteria protetto da ripari fissi ed interbloccati.
I circuiti sono dotati di gruppi di controllo e di scarico rapido in caso di pressioni di esercizio più alte del normale utilizzo della macchina.

Fig.25
L’impianto dell’aria compressa ha una valvola di scarico rapido applicata sul serbatoio che garantisce la sicurezza contro pericoli di scoppio (Pag.48 Fig.26-A)

Gli altri impianti (impianto del vuoto, impianto dell’acqua, impianto di pompaggio dell’anidride carbonica) sono realizzati in modo da essere controllati singolarmente da un pressostato che al raggiungimento di un limite di pressione preimpostato interrompe il funzionamento delle relative pompe.
 ZOOM – DETTAGLI PARTICOLARI
ZOOM – DETTAGLI PARTICOLARI
Bilancia elettronica con Morsa pneumatica

Fig.28
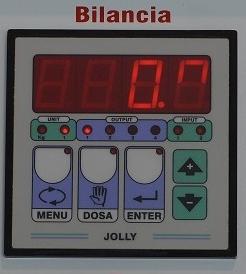
Fig.28/1

Fig.28/2
Bilancia elettronica (fig.28-B) con display (Fig.28/1) , fino a 30 kg , per tutti gli estintori portatili.
La morsa pneumatica (Fig.28-A) , ha una parte fissa (quella sinistra) ed una parte mobile (quella destra) . Per il comando della morsa ci sono 2 pulsanti verdi sotto il pannello dei comandi elettrici (Fig.28/2), per la sicurezza si devono premere tutti e due e per riaprire la morsa si deve premere il pulsante rosso in centro.
Serbatoio Inox per collaudo idrico

Fig.29
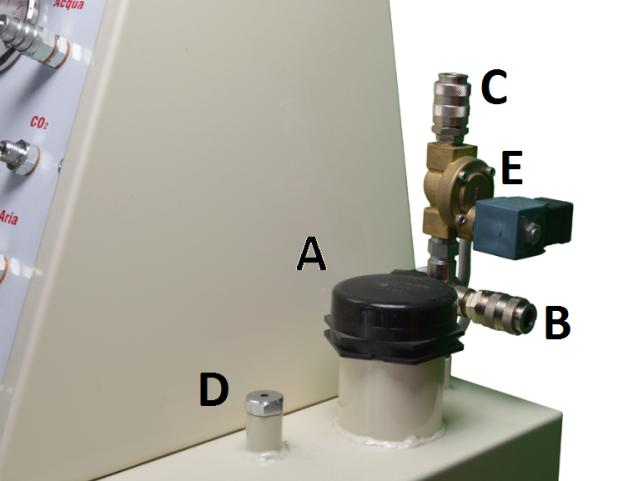
Fig.29/1
Serbatoio inox di recupero acqua capacità 80 litri (Fig. 29) , con elettrovalvola (Fig.29/1-E) che chiude o apre a seconda del comando delle sonde interne (Fig.29/1-A) , i due rubinetti servono uno per prendere acqua dal rubinetto esterno , l’altro per lo svuotamento del serbatoio (Fig.29/1-C,B) . Si vede inoltre lo sfiatatoio che serve a far uscire la pressione (Fig.29/1-D).
Recipiente (brandeggiabile) per cambio polvere , con filtro

Fig.30

Fig.31
Avvolgitore Manichette

Fig.32
Dopo il collaudo a secco o ad umido la manichetta può essere facilmente riavvolta grazie a questo riavvolgitore.
NB. Al posto della manichetta è possibile montare una morsa da banco

Fig.33
Ma cos'è una Morsa !?
La morsa è un utensile meccanico a vite usato per serrare e trattenere i pezzi in lavorazione, di solito per aggiustaggio, filettatura,segatura, fresatura, saldatura, montaggio di altri elementi, anche incollaggio. I modelli più comuni sono in acciaio fuso o in ghisa ma esistono anche di legno. La forza di serraggio si ottiene con una vite manovrabile a mano agendo sull'impugnatura a manubrio scorrevole. La vite muove una ganascia mobile che stringe il pezzo contro una simmetrica ganascia fissa. Si usa ricoprire le ganasce con lamine di metallo dolce chiamate mordacchie, di solito in rame, in lega leggera o in piombo, al fine di non rovinare il pezzo serrato.

A) morsa parallela da banco
1 manubrio
2 testa della vite di manovra
3 ganascia riportata
4 ganascia fissa
5 morsetto di fissaggio a vite
B) morsa da macchina
C) morsetta
Al banco i lavori alla morsa si eseguono a mano con lima, carta vetrata, pialla, maschio, filiera, seghetto, trapano, alesatore, saldatore e altro ancora; a macchina con la fresatrice o il trapano a colonna.
Tipi di morsa

Morsa da macchina, si nota l'intaglio a V

Morsa girevole di precisione da macchina, si notano i cerchi graduati e i punti di oliatura

Morsa parallela da banco, nel riquadro si notano le mordacchie di piombo

Morsa da banco per legno

Un tipo di morsa articolata
La morsa è essenziale in ogni banco da lavoro. La sua posizione verticale influenza la bontà delle lavorazioni e la fatica profusa dall'operaio per conseguirla. A titolo indicativo e per una persona di media statura il banco è alto circa 80 cm dal pavimento e la morsa viene fissata in modo che poggiando il gomito sulla sommità delle ganasce e tenendo l'avambraccio in verticale si riesca ad appoggiare il mento sulla mano chiusa a pugno.
La dimensione delle morse si indica con due numeri: il primo specifica la larghezza delle ganasce, il secondo l'ampiezza della bocca a piena apertura, per esempio 150x220 mm. Gli standard dimensionali delle morse sono unificate dalle normative UNI 5271 e 5272, mentre la filettatura della vite di manovra è in generale di tipo Acme.
È prodotta in numerosi tipi che possono dividersi in due vaste categorie:
Le prime sono di generose dimensioni e integrate nel banco di lavoro da falegname, di lato per non eccedere in altezza; vengono costruite in legno, talvolta in metallo o in legno con inserti metallici, le ganasce sono quasi sempre di legno o di plastica, raramente di metallo e in questo casohanno mordacchie di legno per non rovinare i pezzi serrati.
Le seconde si fissano al piano del banco o della macchina con viti o morsetti, oppure con ventose quando non devono sopportare grandi sforzi, le più piccole non prevedono fissaggio e mantengono la posizione solo grazie al loro peso; alcune possono ruotarsi e inclinarsi, le più precise dispongono di scale graduate e noni. Per agevolare l'inserimento del pezzo alcune permettono lo smontaggio rapido della ganascia frontale agendo sul dado di fissaggio.
Tra i vari modelli si annoverano:
-
parallele da banco o da tavolo, anche chiamate ad accoppiamento prismatico per via della forma delle slitte a coda di rondine; le più diffuse sono costruite in ghisa con le ganasce riportate in acciaio temprato e zigrinato che si aprono restando parallele l'una all'altra. Esistono morse in acciaio, meno soggette a rottura, nel caso il tipo di lavorazione preveda ripetute martellature sul pezzo in lavorazione.
-
parallele per macchina, hanno profilo ribassato e talvolta le ganasce recano un intaglio a V per agevolare l'assialità del pezzo, spesso sono girevoli; s'impiegano con i trapani a colonna e con le fresatrici
-
articolate, le cui ganasce si aprono formando un angolo anziché parallelamente, in quanto la parete mobile della morsa è incernierata su quella fissa. La presa del pezzo è meno salda che nella morsa parallela, proprio a causa del non parallelismo delle ganasce; è la tipica morsa del fabbro
-
a collo d'oca, anche dette disassate, come le parallele ma con le ganasce incurvate a guisa del collo dell'oca per agevolare il serraggio di alberi e mandrini
-
a seni, usate quando serve grande precisione angolare, impiegano barre seni e blocchetti di riscontro per triangolature
-
con gambo, hanno un lungo gambo che si appoggia al pavimento per favorire la ribattuta con il martello dei pezzi serrati, sono impiegate soprattutto nella fucina
-
per tubi, hanno ganasce intagliate a V con serraggio verticale, imbullonate al banco
-
morsette a manico di piccole dimensioni, la vite di serraggio si manovra con l'impugnatura zigrinata; sono impiegate nel campo della meccanica di precisione, dell'orologeria, dell'elettronica e dell'hobbystica
Impiego
Per lavorare alla morsa con agio e comodità conviene disporsi a lato, a circa 45° rispetto all'asse della vite e a mezzo metro dal banco, assumere postura leggermente inclinata con il piede sinistro in avanti e il destro indietro e il ginocchio sinistro lievemente flesso così da poter oscillare con il corpo facendo perno sulla gamba destra durante i lavori di aggiustaggio. Nel caso di lavori di precisione la postura può essere diversa poiché conviene avvicinarsi alquanto al pezzo.
Onde scongiurare la deformazione del pezzo conviene serrarlo tra le mordacchie in modo che ne sporga solo una piccola parte, preferendo la zona centrale delle ganasce qualora le sue dimensioni fossero inferiori alla larghezza della bocca. Questo perché l'usura della morsa può manifestarsi in una più o meno accentuata obliquità delle ganasce durante il serraggio, soprattutto nei modelli con slitte prismatiche. Si eviti l'uso di prolunghe (tubi, chiavi, ecc.) quando si agisce sull'asta di manovra a manubrio, poiché l'aumento del braccio di leva e della conseguente forza applicata può facilmente causare la rottura della morsa.
L'uso delle mordacchie assicura una presa migliore e al contempo più uniforme e delicata, e diminuisce il rischio di graffiature o deformazioni del pezzo. Di solito per i lavori di aggiustaggio con la lima s'impiegano mordacchie di alluminio, per il serraggio di parti filettate conviene invece usare il piombo. In falegnameria si preferiscono mordacchie di legno e di plastica.
Manutenzione
Le morse richiedono poca manutenzione. Al termine del lavoro conviene ripulirle con aria compressa e controllare che non vi siano residui di truciolo sulla vite. Di tanto in tanto vanno lubrificate con olio o grasso, in particolare conviene oliare le slitte e le parti scorrevoli e ingrassare la vite. I modelli di pregiata qualità hanno punti di oliatura con valvole a sferetta di ritegno.
Eiettore per collaudo idrostatico

Fig.34
Nella testa dell’eiettore sono state messe le etichette per il collegamento in entrata ed in uscita

Fig.35
Sotto il pannello dei comandi elettrici si trovano 2 cassetti molto ampi usati per contenere vari attrezzi per le manutenzioni.
Generatore di Aria Calda
Fig.36
Interno del quadro elettrico dei comandi

Il gruppo K sono le BOBINE DI COMANDO , il gruppo F sono i PROTETTORI TERMICI dei motori.
K3 ? bobina di comando COMPRESSORE F3 ? prot. termico COMPRESSORE
K4 ? bobina di comando POMPA ACQUA F4 ? prot. termico POMPA ACQUA
K5 ? bobina di comando POMPA VUOTO F5 ? prot. termico POMPA VUOTO
K2 ? bobina di comando TERMODIFFUSSORE F2 ? prot. termico TERMODIFF.
K6 ? bobina di comando POMPA CO2
SCARICA IL VIDEOCATALOGO IN PDF - CLICCA QUI
<<< PAG. PRECEDENTE


